


Cutting Tools - broaches, hobs, shaper cutters, drills
Maximizing tool life is crucial, because of the substantial investment high speed, steel cutting tools represent. Choosing the most cost effective yet, beneficial coating or surface treatment is necessary to maintain and protect this investment. Equally important factors are: 1. costly downtime, 2. maintenance costs, 3. controlling product quality. The DYNA-BLUE process makes improvements in each area.
Benefits of DYNA-BLUE® vs TiN or TiAlN Coatings on Cutting Tools
- 75+ HRC Surface =Increased wear resistance - maintain sharp cutting edges
- Increased depth of hardness: DYNA-BLUE® is .001”-.002” deep vs TiN Coating is .0001”-.0002” thick. DYNA-BLUE® is up to 10 times thicker which leads to better galling resistance. Pressure or load on the surface can break thru the thin layer of coating and start delamination and wear.
- DYNA-BLUE® has uniform growth of <.00005” with no buildup on cutting edges or root diameters. TiN coating can cause broach to cut oversize due to buildup on edges and coating overtop of an edge can dull it.
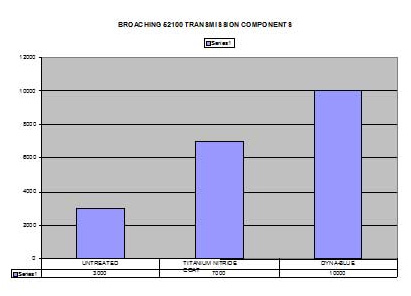
- Increases tool life up to 10 times compared to Titanium Nitride (Click here for testimonial)
- DYNA-BLUE® has a metallurgical bond as it is diffused into the steel vs TiN coating which does not. Tin coating can peel or exfoliate.
- Increased lubricity for lower co-efficient of friction= better chip flow
- Anti-sticking to reduce edge buildup
- Low temperature process= low distortion
- Retention of cutting fluids
- Does not require re-DYNA-BLUE® after face sharpening as DYNA-BLUE® is still on leading edge. PVD coatings usually require re-coating after each sharpening which increase tool cost.
- DYNA-BLUE® is much lower cost than TiN or TiAlN and much more cost effective. Cost per piece broached is lower with DYNA-BLUE (Click here for case study)
Download Brochure